浅谈深孔手板加工方法
发布日期:2017-06-09 作者: 点击:
在机械加工实践中,经常会遇到一些深孔结构的加工,对于不同尺寸规格的深孔零件,应结合企业的生产设备配备情况、加工制作经验和客户的产品实际使用需求等,选择合适的加工方法,才能实现符合尺寸的公差精度和表面光洁度,提高企业生产效率。
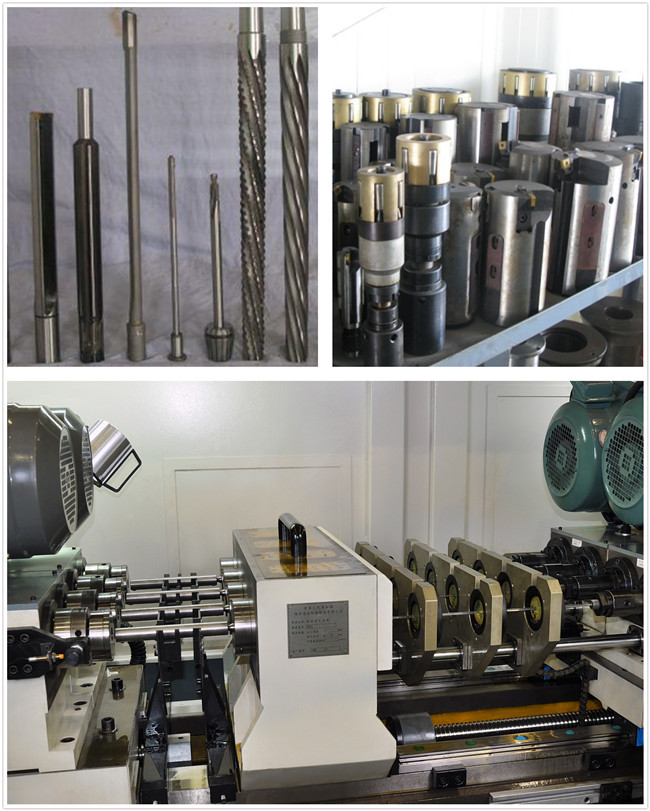
1)通用机床接长柄麻花钻加工。麻花钻头顶角较大,约140度,由于钻削时轴向力大,应选择较短的钻头。钻头两刃不易磨的完全对称,而且刀杆刚性差,所以在普通麻花钻上焊接长柄加工时易发生振动,孔的中心线易偏斜。为了在有限的钻头容屑空间内进行排屑和冷却刀具,必须在加工一段长度后(一般5一10 mm)把钻头退出。对于轴心孔较长的主轴,还需要从两端钻孔加工,选择锋利的钻头,勤排削,多加油。对于15mm及以上的孔,一般采用焊接刃钻头,而对于25mm及以上的孔,则采用可转位刀片钻头才能进行非常高效的钻削。因此这种加工方法刀具制造简单,使用范围广,但劳动强度大,生产效率低,故主要应用于单件小批量生产中。
2)专用机床深孔钻加工。深孔加工机床,可采用专用的深孔钻床,也可对普通车床进行改装,钻头为水平运动,以便于排削。深孔钻上的导向块起导向和定心作用,减少钻孔的偏斜和切削时的振动。正确的切屑形状大小以及有效的排屑,对于成功的深孔加工至关重要。该加工方法在一定程度上改善了加工质量和生产效率,但也存在一些缺陷,加工时无法直接观察刀具切削情况、散热和排屑困难等。
3)套装专用料刀加工。套料钻孔的特点是切削时只切一个环形孔,所需功率要求较小,刀尖处设有零切削速度,套料钻钻孔留下的料心可以用于其他小直径零件的生产加工。此加工法也适合于批量生产,主要用于孔径较大的深孔(一般直径大于50 mm)。常规加工时,在机床上完成此零件的时间超过30个小时。而配有专用刀具的深孔加工解决方案能将时间缩短至7.5个小时。加工过程中,可减轻切削负荷,减少材料消耗,从而提高生产效率。当套料刀的直径较小时,多采用整体焊接式加工;直径较大时,可采用装配式或可调式。刀刃设计应考虑分屑和断屑,刀具应装置用于导向的耐磨材料的镶条,如夹布胶木、硬质合金、滚动轴承。